CNC-ProfiTrainer/uni-Pro NC 80-c
Wir besitzen einen CNC-ProfiTrainer der Firma Heller. Das Gerät wird in der Industrie für Ausbildungs- und Schulungszwecken eingesetzt. Auch wenn die Maschine älterer Bauart ist, ist sie dennoch voll funktionstüchtig. Originale Anleitungen und Schulungsunterlagen sind ebenfalls vorhanden. Dennoch ist die Bedienung für den Gelegenheitsnutzer alles andere als einfach, so dass wir momentan an einer Toolchain arbeiten, um die Nutzung der Fräse etwas komfortabler zu gestalten.
Diese Fräse wurde uns geschenkt und vom Hersteller - Fa. Heller - extra für uns generalüberholt. Vielen Dank für dieses schöne Gerät. Bedienen und programmieren lässt sich die Fräse über die Bedieneinheit. Da das bei uns die wenigsten können, wurde noch die Möglichkeit geschaffen, über den Anschluss für den Lochkartenleser einen PC anzuschließen. Damit ist der heute übliche CAD/CAM-Prozess auch mit dieser Fräse möglich.
Die Fräse ist äußerst robust und genau. Sie ist hervorragend geeignet um Stahl zu fräsen. Leider hat sie einen recht kleinen Verfahrensweg.
Diese Fräse ist nicht zum „Wissen selbst aneignen“ geeignet. Hier braucht man leider mehr Ahnung, weshalb eine kurze Einweisung auch nicht genügt.
Technische Daten
| Technische Daten | |
|---|---|
| Eigentümer | Toolbox Bodensee e.V. |
| Bedienteil | uni-Pro NC 80-c |
| Spindel |  |
| Bohrfutter | |
| Einweisung durch | Thomas Schanne, Maximilian Klug |
| Fräser | Bezeichnung | Durchmesser [mm] | Länge [mm] | Fräslänge [mm] | |
|---|---|---|---|---|---|
| Schaftfräser | T1 | 6 | xx | xx | |
| Schaftfräser | T2 | 4 | xx | xx | |
| Schaftfräser | T3 | 3 | xx | xx | |
| Rundkopffräser | T4 | 6 | xx | xx |
| Spannzangen | |
|---|---|
| 3mm | |
| 4mm | |
| 6mm | |
| 8mm |
| Wunschliste | Beschreibung | Link | |
|---|---|---|---|
| Schaftfräser | |||
| Spannzangen | |||
| Kantentaster | |||
| Schraubstock |
RS232 Kommunikation
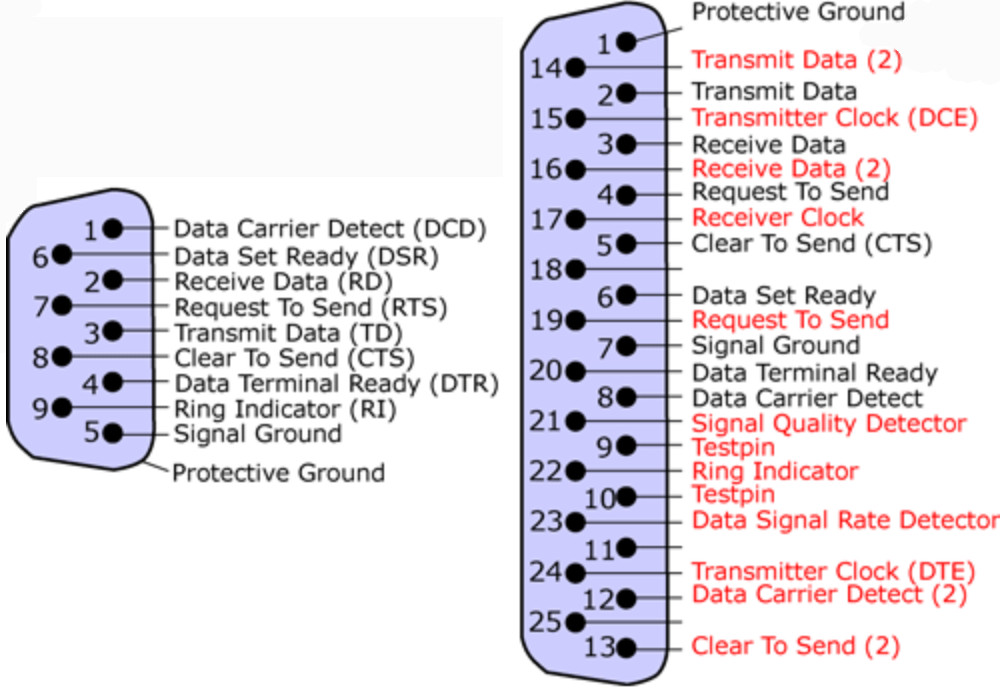
Für die Kommunikation müssen folgende Parameter im Terminal eingestellt werden:
- Baud: 9600
- Bits: 7
- Parity: even
- Stop: 1
- Flow Control: DTR
- Line Ending: CR + LF (0x0D 0x0A)
- Pause between one line: min. 35ms
Bedienung

Die Nutzung dieser Maschine erfordert eine Einweisung.
Quick Start Guide (Für eingewiesene Nutzer)
- NC - Daten/Werkzeugdaten einlesen
- Referenzfahrt
- Werkzeug Spannen
- Antasten sowie Offset Korrigieren
- Fräsen
- ggf. Werkzeugwechsel
Haupt/Unterprogramme sowie Werkzeugdaten Einlesen
Hauptprogrammliste anzeigen:
- In Hauprogrammliste wechseln mit

- Eingabe „2“
- Bestätigen

- Speichern mit

- Wechseln in

Unterprogrammliste anzeigen:
- In Hauprogrammliste wechseln mit
- Eingabe „XXX“
- Bestätigen
- Speichern mit
- Wechseln in
Werkzeugliste anzeigen:
- In Werkzeugliste wechseln mit

Löschen von Haupt/Unterprogrammen:
- Löschen eines Hauptprogramms durch Anwählen mit ↑ und ↓
- Bearbeiten der Zeile mit

- Eingabe von / +- 0 sowie Bestätigung mit
- Endgültig löschen mit
Anlegen von Haupt/Unterprogrammen:
- Eingabe der Hauptprogrammnummer (z.B. „%1010“)oder Unterprogrammnummer (z.B. „L8000“) über Tastenfeld
- Bestätigung mit
- Anlegen mit
Einlesen von seriellen Daten (Haupt/Unterprogramme, Werkzeugdaten):
- Einlesen mit

- Fräse ist nun im „Lesemodus“
- Übertragen des NC Codes des Haupt/Unterprogramms oder Werkzeugdaten auf die Fräse via Konsole auf dem PC
Achtung:
- Haupt/Unterprogramme können nicht überschrieben werden
- d.H. sie müssen erst gelöscht und dann neu angelegt werden
- Werkzeugdaten werden beim Einlesen überspielt
Referenzfahrt
- Wechseln in Handbetrieb mit

- Wechseln in Refernzmodus mit

- Starten der Motoren mit

- Starten des Nullvorgangs

Werkstück/Werkzeug Spannen
Werkstück Spannen:
- Schraubstock mit 13er Schlüssel öffnen
- Werkstück einlegen
- Schraubstock spannen
- Tipp: Nullpunkt in CAD Software am besten immer vorne oben links (siehe Grafik) setzen

Werkzeug Spannen:
- Öffnen der Spannzange mit 18er Schlüssel sowie Hilfswerkzeug, sodass die zum Werkzeug passende Spannzange eingelegt werden kann
- Werkzeug einlegen
- Werkzeug auf die passende Länge (siehe Bild), die in der Werkzeugliste und im CAM hinterlegt ist spannen
- Leichtlauf mit der Hand austesten

Antasten
- Wechseln in manuellen Modus mit
- Antasten des im CAD Programm hinterlegten Referenzpunkt (hier im Wiki immer vorne/oben/links) mit X, Y, Z + und -
Berechnung des Werkztücknullpunktes mit
| Achse | Wert |
|---|---|
| X-Achse | akt. X + R_Werkzeug |
| Y-Achse | akt. Y + R_Werkzeug |
| Z-Achse | akt. Z - X_Werkzeug |
- Wechseln in den Nullpunktmodus mit

- Bearbeiten der Zeile Gxx mit
- Eingabe (der Reihe nach) von X, Y und Z Offset mit jew. Bestätigen von
- Speichern mit
Fräsvorgang
- Wechseln in den Automatik Modus mit

- Schließen der Tür
- Starten des Fräsvorgangs mit
- Live - Anpassung der Spindeldrehzahl und Fräsvorschub mit


CAM - Processing in Fusion 360
Quick Start Guide
- Anlegen eines/meheren Setups
- Setzen des Werkstücknullpunktes
- Anlegen der Fräsoperationen
- Erstellung eines NC Programmes
Setup
- fist
- second
Fräsoperationen
- fist
- second
Erstellen eines NC Programmes
- fist
- second
Aufbau NC-Codes
Hauptprogramm
%000301(C,LOGO) N10 (C,USING G0 WHICH TRAVELS ALONG DOGLEG PATH.) N11 (C,T1 D=6. CR=0. - ZMIN=-8.211 - SCHAFTFRSER) N12 (C,T2 D=3. CR=0. - ZMIN=-7.8 - SCHAFTFRSER) N13 G90 G94 G17 N14 G21 N15 G28 G91 Z0. N16 G90 ... N3977 M5 N3978 G28 G91 Z0. N3979 G90 N3980 X44.5 N3981 G53 G0 Y0. N3982 M30 $
Unterprogramm
TBD
Werkzeugdaten
? T1 X3. Z25. T2 X1.5 Z21. $
Files, Presets, etc
- Postprozessor für Fusion 360: unipro80.zip
- Fusion 360 Demoprojekt mit Werkzeugwechsel und Umspannen https://a360.co/36pfRil
- Fusion 360 Demoprojekt mit Werkzeugwechsel und Fräsbohrungen https://a360.co/2LFgBrM