Dies ist eine alte Version des Dokuments!
CNC-ProfiTrainer/uni-Pro NC 80-c
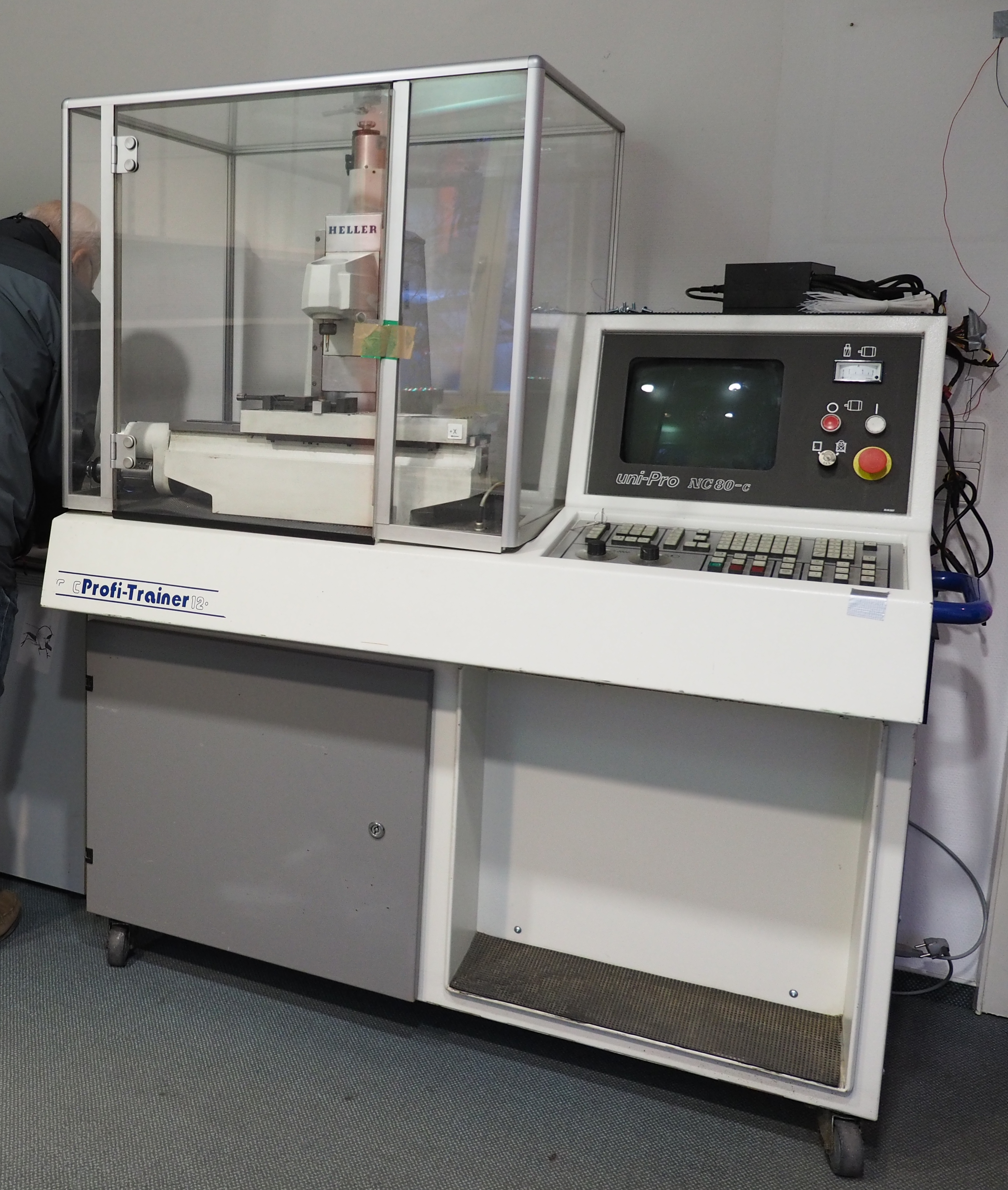
Wir besitzen einen CNC-ProfiTrainer der Firma Heller. Das Gerät wird in der Industrie für Ausbildungs- und Schulungszwecken eingesetzt. Auch wenn die Maschine älterer Bauart ist, ist sie dennoch voll funktionstüchtig. Originale Anleitungen und Schulungsunterlagen sind ebenfalls vorhanden. Dennoch ist die Bedienung für den Gelegenheitsnutzer alles andere als einfach, so dass wir momentan an einer Toolchain arbeiten, um die Nutzung der Fräse etwas komfortabler zu gestalten.
Technische Daten
| Technische Daten | |
|---|---|
| Eigentümer | Toolbox Bodensee e.V. |
| Bedienteil | uni-Pro NC 80-c |
| Spindel |  |
| Bohrfutter | |
| … | … |
| Fräser | Bezeichnung | Durchmesser [mm] | Länge [mm] | Fräslänge [mm] | |
|---|---|---|---|---|---|
| Schaftfräser | T1 | 6 | xx | xx | |
| Schaftfräser | T2 | 4 | xx | xx | |
| Schaftfräser | T3 | 3 | xx | xx | |
| Rundkopffräser | T4 | 6 | xx | xx |
| Spannzangen | |
|---|---|
| 3mm | |
| 4mm | |
| 6mm | |
| 8mm |
| Wunschliste | Beschreibung | Link | |
|---|---|---|---|
| Schaftfräser | |||
| Spannzangen | |||
| Kantentaster | |||
| Schraubstock |
RS232 Kommunikation
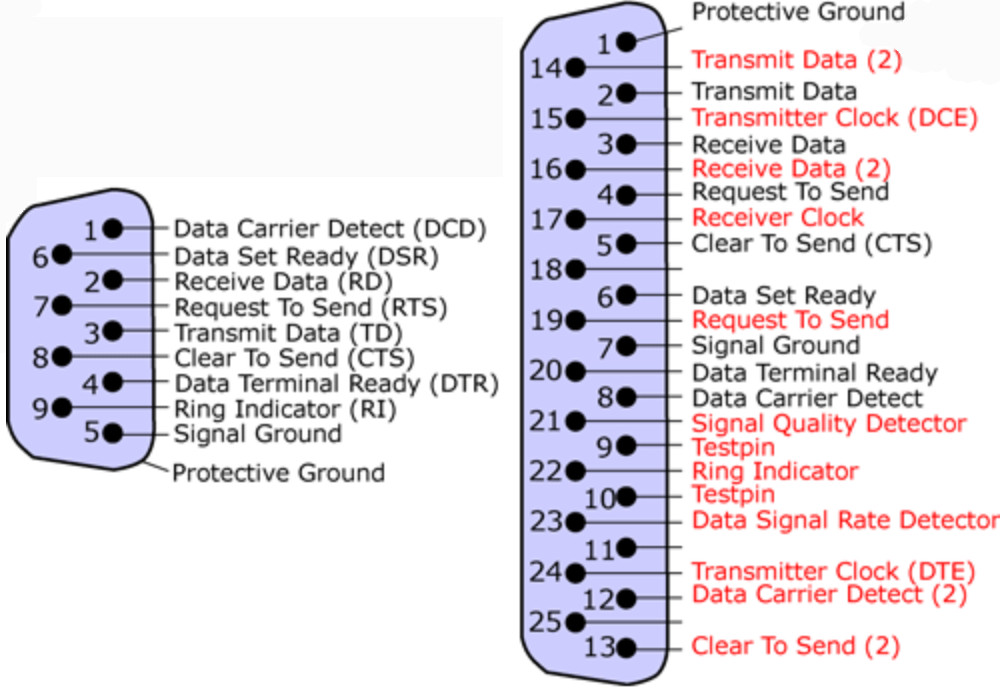
Für die Kommunikation müssen folgende Parameter im Terminal eingestellt werden:
- Baud: 9600
- Bits: 7
- Parity: even
- Stop: 1
- Flow Control: DTR
- Line Ending: CR + LF (0x0D 0x0A)
- Pause between one line: min. 35ms
Bedienung

Die Nutzung dieser Maschine erfordert eine Einweisung.
Quick Start Guide (Für eingewiesene Nutzer)
- NC - Daten/Werkzeugdaten einlesen
- Referenzfahrt
- Werkzeug Spannen
- Antasten sowie Offset Korrigieren
- Fräsen
- ggf. Werkzeugwechsel
Haupt/Unterprogramme Einlesen
- Klick

- Eingabe „2“
- Klick

- Klick

- Klick

- Klick

- Fräse ist nun im „Lesemodus“
- Übertragen des NC Codes auf die Fräse
Referenzfahrt
- Wechseln in Handbetrieb mit

- Wechseln in Refernzmodus mit

- Starten der Motoren mit PLATZHALTER
- Starten des Nullvorgangs

Werkstück/Werkzeug Spannen
- first
- second
Antasten
- Wechseln in manuellen Modus mit
- Antasten des im CAD Programm hinterlegten Referenzpunkt (hier im Wiki immer vorne/oben/links) mit X, Y, Z + und -
Berechnung des Werkztücknullpunktes mit
| Achse | Wert |
|---|---|
| X-Achse | akt. X + R_Werkzeug |
| Y-Achse | akt. Y + R_Werkzeug |
| Z-Achse | akt. Z - X_Werkzeug |
- Wechseln in den Nullpunktmodus mit

- Bearbeiten der Zeile Gxx mit

- Eingabe (der Reihe nach) von X, Y und Z Offset mit jew. Bestätigen von
- Speichern mit
Fräsvorgang
- Wechseln in den Automatik Modus mit

- Starten des Fräsvorgangs mit
Files, Presets, etc
Postprozessor für Fusion 360: https://www.file-upload.net/download-13815924/unipro80.cps.html